As one of the world’s biggest dairy cooperatives, FrieslandCampina has always endeavoured to master the balancing act between running a safe and dependable production operation and using state-of-the-art technology. Back in 2014, the company decided to install dry-aseptic technology in its production facility in Aalter (Belgium) for aseptically filling milk and dairy products in PET containers. At the time, it was one of the first Contipure AseptBloc DN systems delivered by Krones, with preform sterilisation, reduced consumption of sterilisation medium and reliable results. Line 1 produces 36,000 containers per hour. FrieslandCampina has now brought an almost identical dry-aseptic line from Krones online, this one rated at 24,000 bottles per hour.
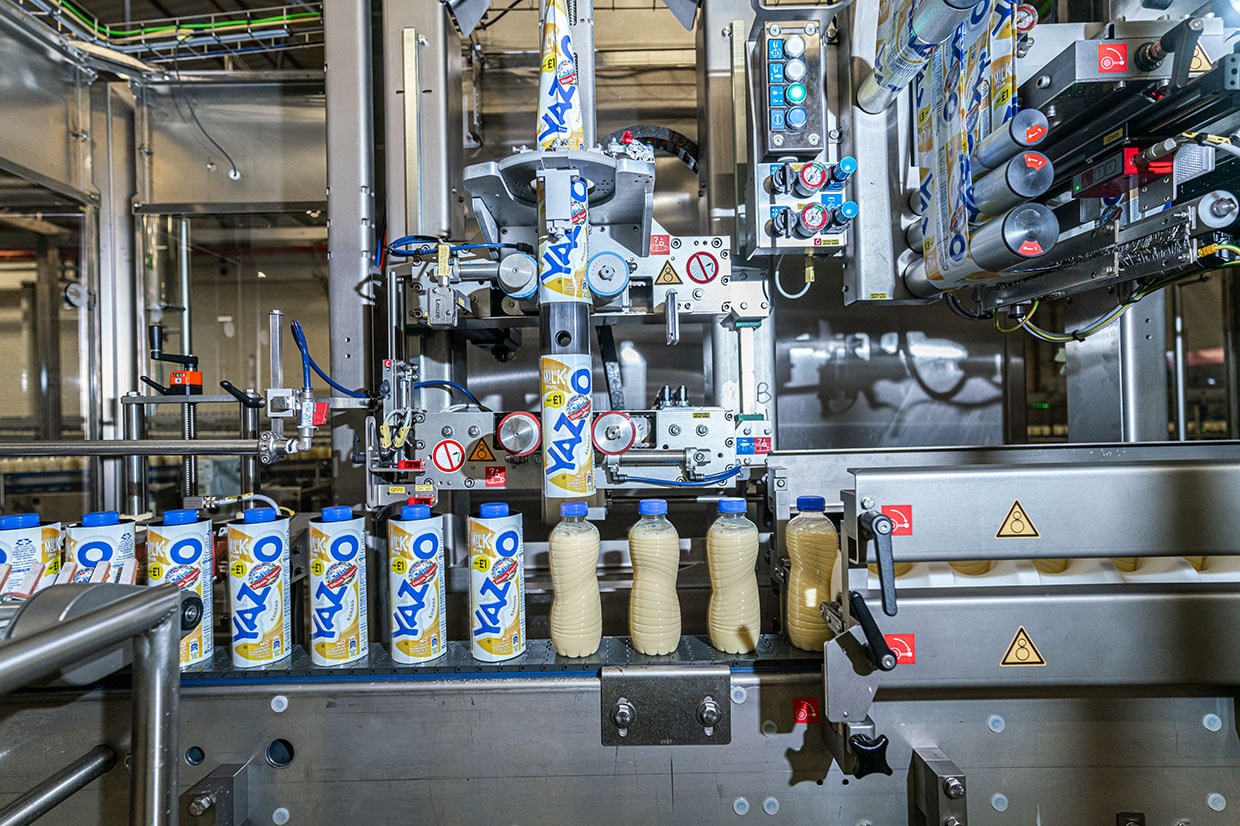
FrieslandCampina has once again chosen Krones dry-aseptic technology and fills its evaporated milk on a Contipure AseptBloc.