A plea for democracy and diversity: In the interview, Krones’ CEO Christoph Klenk speaks candidly against the noticeable shift to the right in Germany.
Keep scrolling
Through the acquisition of the injection moulding technology company Netstal, the Krones Group now offers a solution for every process step of the plastics loop."
At Kristal Kola, a new PET hotfill line from Krones provides a maximum level of flexibility.
To get to know our readers better and to tailor the content of Krones magazine even more closely to their interests, we have created a short survey.
We invite you to take a few minutes to answer some brief questions. Thank you!
To the survey
International support: How a newly established Sustainability Competence Team is driving the ESG targets of the Krones Group.
Learn more
For the first time, Krones will deliver a turnkey aseptic line to Mongolia – to MCS Coca-Cola.
Suntory is breaking new ground with its first greenfield project in Australia and has chosen three Krones lines to support the project.
The Chinese Junlebao Dairy Group will soon be filling its cold-chain fresh milk on six Contipure AseptBloc DN aseptic lines from Krones.
Three in one go: The Heineken Group ordered not just one but three lines for a greenfield brewery in Brazil.
The Spanish brewery Estrella Galicia is booming. And for its second production plant, it has once again chosen to rely on brewing technology from Steinecker.
YES, they can: with two new Krones lines, the Taiwanese beverage producer YES is increasing performance and quality levels and reducing energy consumption.
The Bavarian State Brewery Weihenstephan is the first customer to use the new kieselguhr-free filtration process developed by Steinecker and Erbslöh.
A system recently developed by Krones, backed up by the strong partnership of Coca-Cola HBC and the packaging materials manufacturers involved, was instrumental in launching an innovative, plastic-free packaging solution on the Austrian market.
Thanks to a holistic line analysis performed by Steinecker and Krones, Lion Brewery will now be able to significantly reduce its consumption of both energy and water.
Together with the Robert Enke Foundation, Krones hosted a series of virtual reality sessions that gave employees insight into the inner world of people living with depression.
By earning a CDP score of “A-“ in the climate change category, Krones has improved its environmental performance for the third time in a row.
A decent standard of living in an ecologically intact world: Read on to learn what exactly the UN’s Sustainable Development Goals represent and how they concern Krones.
Providing a safe and healthy working environment is not only a moral obligation for companies but also a legal mandate. Of course Krones, too, is taking measures to ensure the health and safety of its employees.
A distinctively eye-catching design and an unusual container type – Wine in PET bottles offers a sustainable alternative to the traditional glass bottle.
Better management and a campaign enabling employees to take leftover food home with them have been instrumental in roughly halving food waste in the company restaurants at Krones’ main base in Neutraubling.
Health comes first – also at Krones. The wide range of programmes offered by the Health Management Team in 2023 are living proof of this.
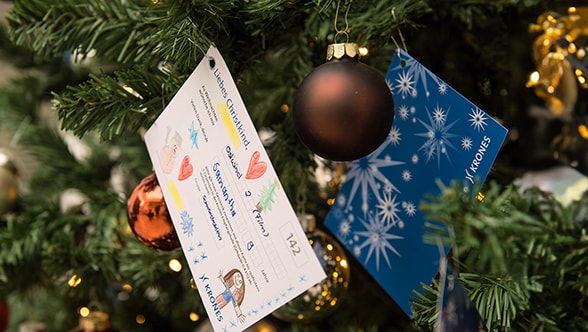
Every year, Krones employees have the opportunity to fulfil a Christmas wish for disadvantaged children from various social institutions and children from foster families, thus bringing them a special joy.
Since early 2023, Krones has been running a pilot project entitled “leadership tandem”. In it, two women share a single leadership role, each working part time.
Krones became a member of UN Global Compact Netzwerk Germany e.V. in October.
Colourful programme for the children of Krones employees on the school-free Day of Prayer and Repentance
The Krones Security Operations Center keeps an eye on customers’ IT systems around the clock to prevent cyberattacks.
This October, Krones ran a breast cancer awareness campaign featuring several events aimed at fostering prevention and education.
CO₂ recovery in breweries is part of Steinecker’s sustainability concept.
An optimized process for direct heating and a holistic energy concept make for more sustainable production of oat and dairy drinks.
Steinecker’s Water Sustainability Concept is a modularised system for reducing the amount of water used in a brewery.
The first module of Phoenix BMC, a concept for upcycling residual materials from the brewing process and using them for energy recovery, has been successfully put into operation at Ustersbacher Brewery.
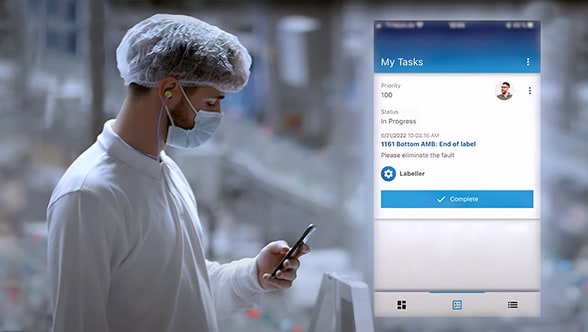
Shopfloor Guidance enhances plant monitoring by detecting machine problems at an early stage and triggering appropriate action.
Drawing on its brewing technology expertise, Steinecker has developed a bioreactor for biomass production that can be used to make alternative foods.
Meet the complex requirements of beverage production? No problem with Krones’ digital solutions.
The Modulfill Bloc FS-C has expanded its output range by adding a new seamer model and is available in the traditional variant or with a compact cleanroom.
You can easily send a request for a non-binding quotation in our Krones.shop.

")