对于其在巴西的首家新建啤酒厂,喜力选择了克朗斯灌装技术。四条生产线将用于灌装易拉罐以及一次性瓶和回收瓶。
继续向下滑
Variopac Pro的新型热缩通道显著降低了能耗,并大幅提升了热缩质量。
为了大幅扩展饮料产品组合,Assu公司再次选择克朗斯技术,新增六条整线。
半个世纪前,克朗斯开始为饮料行业提供灌装机。今天,我们将通过这篇文章回顾当初的发展历程以及最重要的技术进步。
您想了解克朗斯目前正在研发的新解决方案和技术吗?那么“创新”部分正适合您:在这里,您将发现饮料和食品行业最新发展的精彩见解。
在我们的新闻区阅读更多文章
Products and solutions
干式真空泵是玻璃瓶抽真空领域的颠覆性技术。
克朗斯借助人工智能支持的实时仿真与云计算技术以及智能数字孪生为灌装和包装设备的工业数字化树立了新标杆。
LCS Warmfill等升级改造方案可以帮助饮料生产企业节约能源、降低成本,并使设备具备面向未来的生产能力。
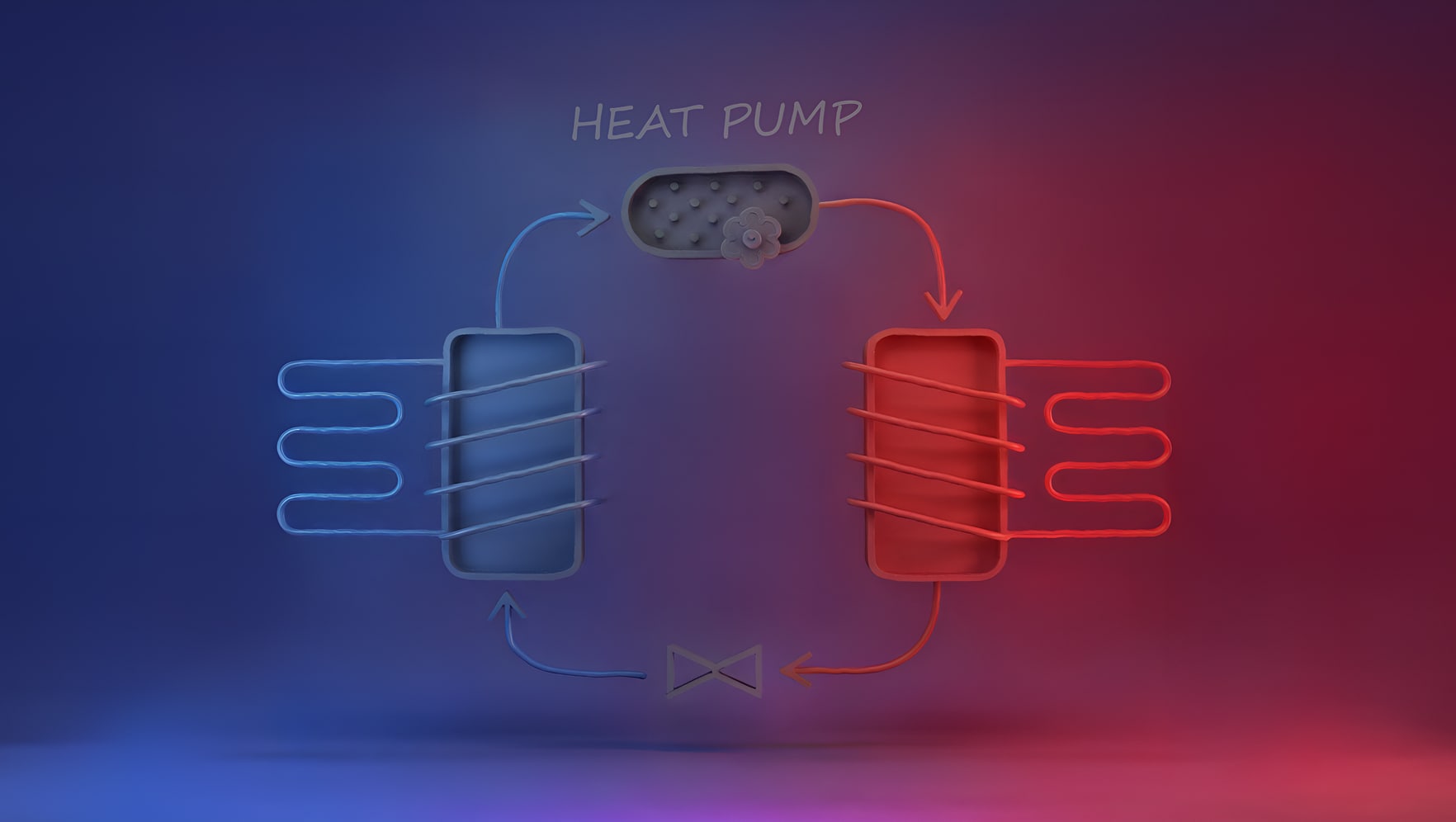
克朗斯专家团队深知,在机器、生产线或工厂中部署热泵能够带来怎样的效果。
人工智能早已应用于检测领域。最新成果:人工智能解决方案已涵盖从空罐检测到灌装后的最终检测。
长期以来,托盘和薄膜在塑料回收领域一直被视为一项挑战。如今,克朗斯再生公司通过洗涤工艺的创新推出了一种新的解决方案。
在155平米的空间内完成灌装、封盖和贴标:Dynafill Bloc FL在占地面积、效率和能耗方面树立了新的标准。
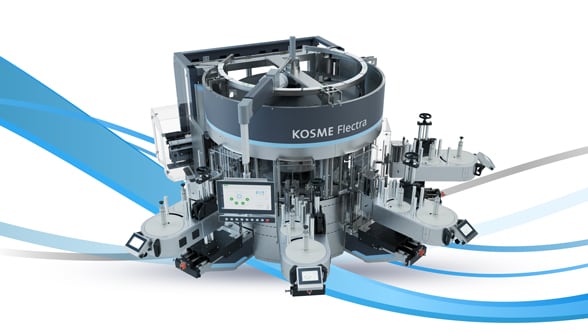
克斯明和盖耐普共享他们的专家知识。其成果是Flectra:新一代贴标机。
DecoBeam与INKpression:传统标签的创新替代方案,适用于玻璃瓶及PET容器。
如果您想了解克朗斯与客户共同成功实施的项目,请查看我们的“参考”部分。您可以在这里找到该部分的最新文章:
Company news
大溪地啤酒厂投资引进克朗斯的新罐装生产线,用于可口可乐饮料及自有碳酸饮料产品。
在Bundaberg Brewed Drinks总厂,一条全球最快的拉环盖玻璃瓶灌装线投入使用。
借助澳大利亚最快的灌装生产线,Nu-Pure饮料公司进一步提升了其向全国可靠供应优质澳大利亚泉水的能力。
在过去的二十年里,克朗斯已成为中国中粮可口可乐饮料公司值得信赖的合作伙伴。
弗伦斯堡啤酒厂借助一套采用斯坦尼克创新技术的糖化设备向大幅度降低排放的目标又迈进了一步。
经历所有权更迭并更换管理团队后,来自美国犹他州的Silver King饮料公司对品牌和流程进行了重塑,并选择与克朗斯携手合作。
Wosana公司通过两条克朗斯无菌生产线扩大产能,巩固其作为波兰敏感型饮料代工灌装商的领先地位。
在北京怀柔的青山绿水间,一座焕新的老字号啤酒厂正悄然书写着新故事。百年沉淀的酿造匠心与先进技术在此碰撞 ——这里藏着百年老字号的创新密码,更藏着一段75天的传奇故事。
今年,克朗斯集团再次亮相各大展会和活动。 在这个博客中,我们汇集了全球各地活动的亮点,并诚邀您通过虚拟方式与我们一同参与。 只需点击下面的按钮,即可深入了解克朗斯的 2026 展会世界。
这个博客只提供英文版本。
克朗斯将产品包装与设备技术视为一个整体--为此,有针对性地整合合作伙伴的专业能力。
創新清洗模組、人工智慧分類與回收設計——塑料回收如何節省資源,實現真正的循環經濟。
速度和微生物安全是克朗斯推进无菌灌装技术发展的两个重要基石。
数字孪生利用实时数据和人工智能优化饮料行业的供应链--提升效率、韧性和可持续性。
克朗斯将人工智能应用于创造区分:提升效率、实现可持续解决方案和智能化流程。
技术趋势、实践洞察和未来主题是克朗斯论坛的核心内容--所有44场演讲现在都可以在线观看。
与异步电机相比,永磁电机可以将输送带的运行能耗降低40%。
验证中:作为蛋白质替代品,昆虫、微藻、微生物发酵产品和培育肉具有哪些潜力?
意识提升,需求增长,不断增加的法律法规:塑料再生领域已经发生很多变化--包括克朗斯公司。
研究新闻:在生态平衡评估中,塑料制品的表现往往比其看似更环保的替代品要好。
获取更多信息
在我们的 Krones.shop 您可轻松请求无约束力的报价。



























")














