目前,几乎只有规模以上的啤酒厂才会采用回收装置--不同的国家和基础设施之间也存在差别。小型啤酒厂大部分从外部购气,二氧化碳是生产化肥和乙醇的副产物。新冠疫情期间,供应链断裂。随着2022年许多地区能源价格升高,特别是天然气价格,化肥生产企业因能耗过高减少了产量,二氧化碳市场出现短缺。高峰时期和炎热的夏季也加大了供给瓶颈,因为二氧化碳也是制冷剂和干冰的基料。此外,在炎热的夏季啤酒和饮料的销量也增加,饮料工业需要大量的二氧化碳。基于这种局面,更多的饮料企业开始考虑从饮料生产过程中回收二氧化碳。“此前,只有年产几万千升以上的企业才会考虑回收二氧化碳”,斯坦尼克工艺与设计负责人Peter Gattermeyer说。“从当前的价格以及摆脱外部供给约束角度看,一万千升以上的产量就有必要采用回收设备。”
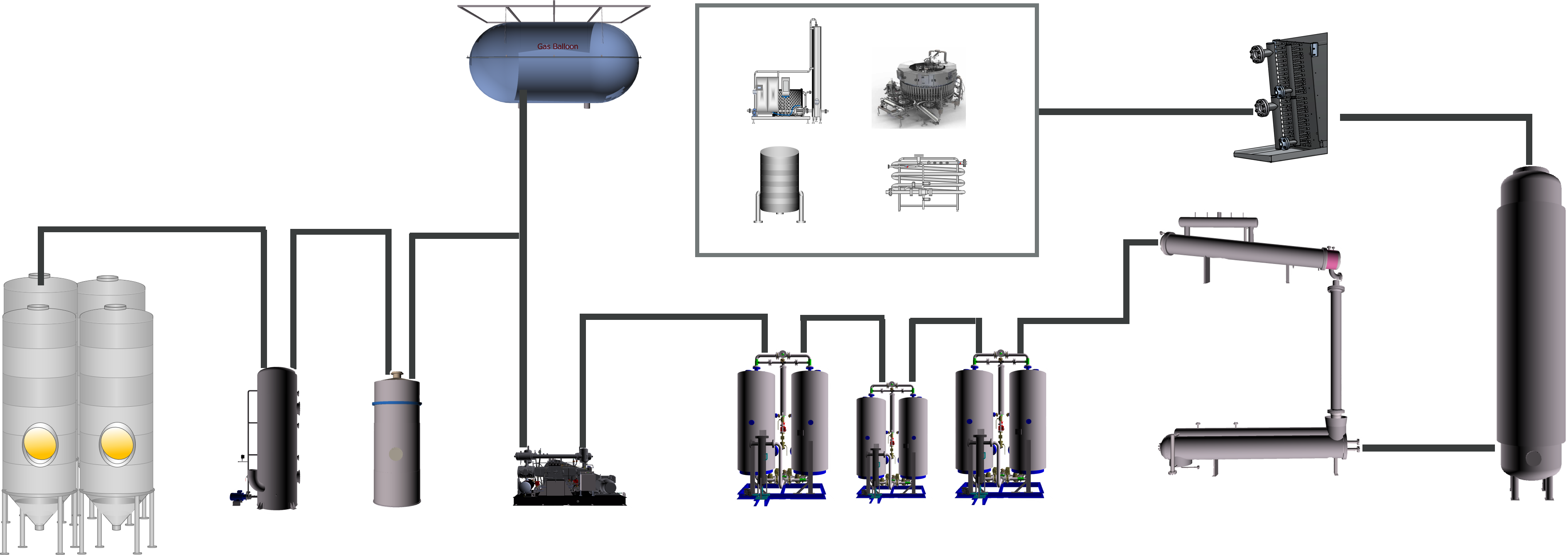
回收啤酒企业的二氧化碳是斯坦尼克可持续方案的一个组成部分。