To date, CO2 recovery has been used almost exclusively by breweries with a large beer output, though there are definite differences, depending on the country and infrastructure concerned. Relatively small operations mostly outsource the gas, which is a by-product of fertiliser and ethanol manufacture. But supply chains had already been disrupted during the Covid-19 pandemic. And in response to soaring prices for energy, especially natural gas, in 2022, fertiliser producers in many regions cut back their energy-intensive manufacturing operations. That resulted in severe supply bottlenecks, which were further exacerbated by periods of hot weather and warmer summers as CO2 is also used as a coolant and the basic ingredient for dry ice. Moreover, because hot summer days tend to make people reach for a refreshing drink, the beverage industry, too, needed larger amounts of CO2. Against this background, more and more companies are considering the option of recovering the CO2 generated in the fermentation tank. “In the past, producers might consider using CO2 recovery for outputs of several hundred thousand hectolitres or more,” says Peter Gattermeyer, Head of Technology & Engineering at Steinecker. “In view of today’s prices and the resulting supply-chain independence, it definitely makes sense to check out the options for CO2 recovery from an annual production of about one hundred thousand hectolitres upwards.”
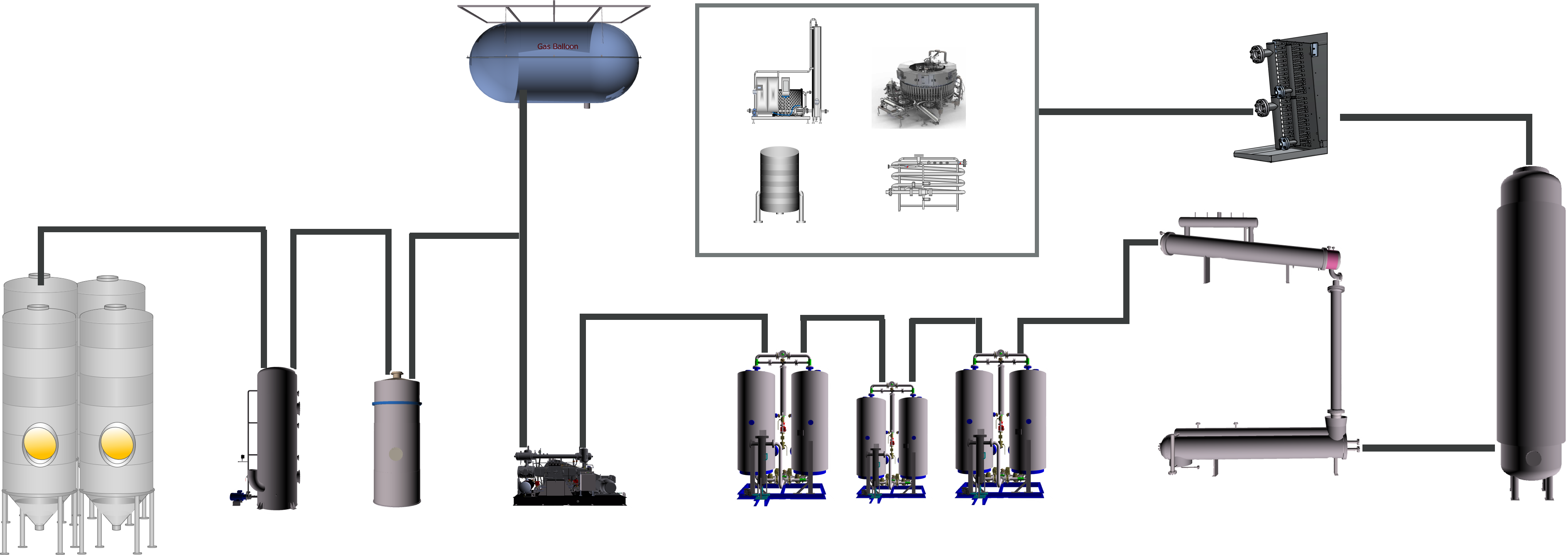
CO₂ recovery in breweries is part of Steinecker’s sustainability concept.