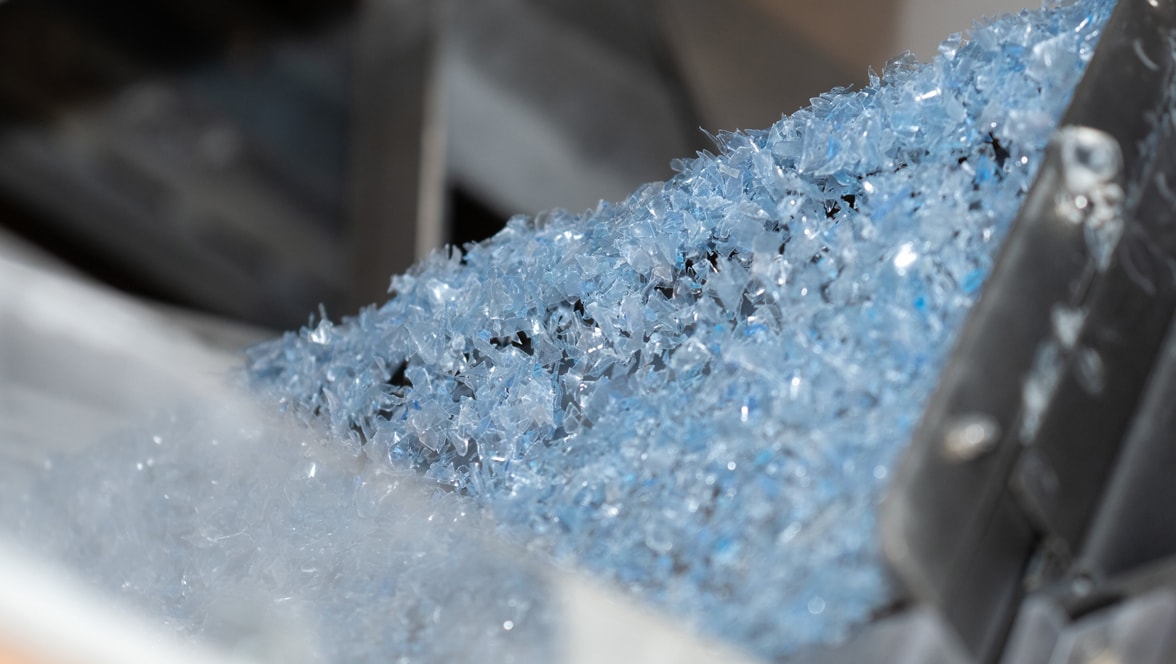
What do beer, cultured meat, and insulin have in common? They are all products that originate from one of the fields of biotechnology. This means: Living cells or their components, such as enzymes, are used to convert a substrate into specific products.
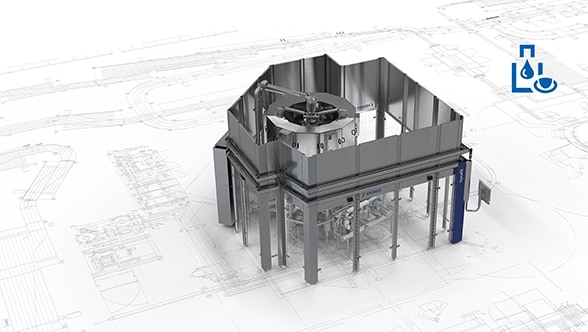
For beer, this is the fermentation process – and this is where Steinecker comes into play. With 150 years of experience, the Krones subsidiary knows beer and the brewing process probably better than any other company in the world. Since a few years, this experience has been adapted to alternative proteins. Here, cells are propagated in a bioreactor which was developed on the basis of the fermentation unit Poseidon, known from the brewing technology.
But it cannot be used for food or beverages only! During his lecture at drinktec, Alexander Scheidel from Steinecker explained how the know-how from producing beer and alternative proteins can also be adapted to other bioprocesses, e.g. in the agricultural, marine, or pharmaceutical industries.






















")













